Laser welding is a new type of method that uses high-energy laser pulses to locally heat materials in small areas. The energy radiated by the laser is directed towards the internal diffusion of the material through heat transfer, melting the material and forming a specific molten pool.
Laser welding is the use of high-energy laser pulses to locally heat a material in a small area. The energy radiated by the laser is directed through heat transfer to the internal diffusion of the material, melting it and forming a specific molten pool. It is a new type of welding method mainly aimed at the welding of thin-walled materials and precision parts, which can achieve spot welding, butt welding, stacked welding, sealed welding, etc. It has a high aspect ratio, small weld width, small heat affected zone, small deformation, fast welding speed, smooth and beautiful weld seams, no need for treatment or simple treatment after welding, high weld quality, no pores, precise control, small focusing light points, high positioning accuracy, and easy automation.
|
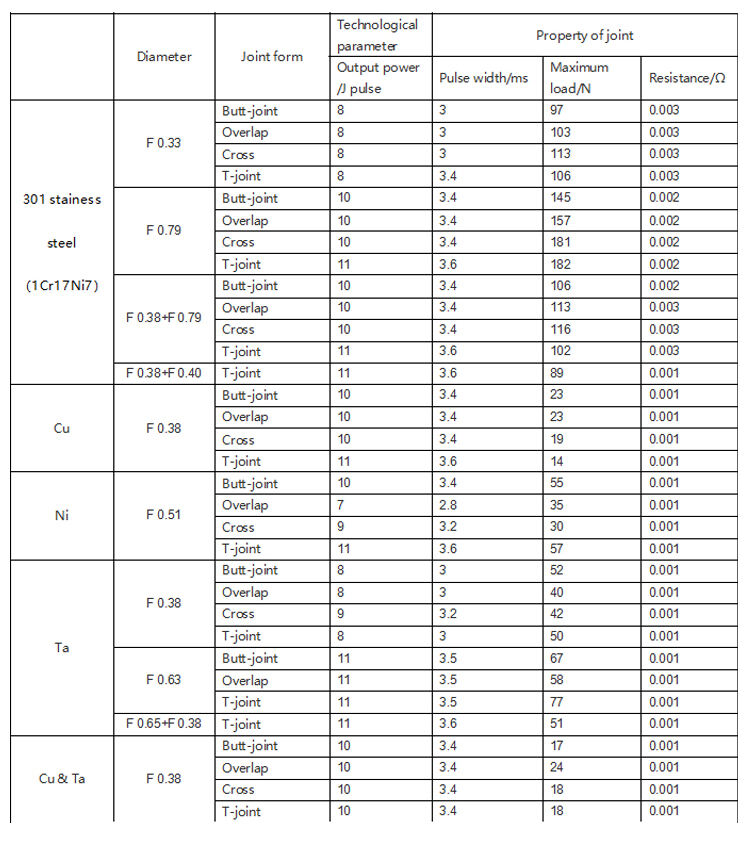
Diameter |
Joint form |
Technological parameter |
Property of joint |
|||
|
Output power /J pulse |
Pulse width/ms |
Maximum load/N |
Resistance/Ω |
|||
|
301 stainess steel(1Cr17Ni7) |
Φ0.33 |
Butt-joint |
8 |
3 |
97 |
0.003 |
|
Overlap |
8 |
3 |
103 |
0.003 |
||
|
Cross |
8 |
3 |
113 |
0.003 |
||
|
T-joint |
8 |
3.4 |
106 |
0.003 |
||
|
Φ0.79 |
Butt-joint |
10 |
3.4 |
145 |
0.002 |
|
|
Overlap |
10 |
3.4 |
157 |
0.002 |
||
|
Cross |
10 |
3.4 |
181 |
0.002 |
||
|
T-joint |
11 |
3.6 |
182 |
0.002 |
||
|
Φ0.38+Φ0.79 |
Butt-joint |
10 |
3.4 |
106 |
0.002 |
|
|
Overlap |
10 |
3.4 |
113 |
0.003 |
||
|
Cross |
10 |
3.4 |
116 |
0.003 |
||
|
T-joint |
11 |
3.6 |
102 |
0.003 |
||
|
Φ0.38+Φ0.40 |
T-joint |
11 |
3.6 |
89 |
0.001 |
|
|
Cu |
Φ0.38 |
Butt-joint |
10 |
3.4 |
23 |
0.001 |
|
Overlap |
10 |
3.4 |
23 |
0.001 |
||
|
Cross |
10 |
3.4 |
19 |
0.001 |
||
|
T-joint |
11 |
3.6 |
14 |
0.001 |
||
|
Ni |
Φ0.51 |
Butt-joint |
10 |
3.4 |
55 |
0.001 |
|
Overlap |
7 |
2.8 |
35 |
0.001 |
||
|
Cross |
9 |
3.2 |
30 |
0.001 |
||
|
T-joint |
11 |
3.6 |
57 |
0.001 |
||
|
Ta |
Φ0.38 |
Butt-joint |
8 |
3 |
52 |
0.001 |
|
Overlap |
8 |
3 |
40 |
0.001 |
||
|
Cross |
9 |
3.2 |
42 |
0.001 |
||
|
T-joint |
8 |
3 |
50 |
0.001 |
||
|
Φ0.63 |
Butt-joint |
11 |
3.5 |
67 |
0.001 |
|
|
Overlap |
11 |
3.5 |
58 |
0.001 |
||
|
T-joint |
11 |
3.5 |
77 |
0.001 |
||
|
Φ0.65+Φ0.38 |
T-joint |
11 |
3.6 |
51 |
0.001 |
|
|
Cu & Ta |
Φ0.38 |
Butt-joint |
10 |
3.4 |
17 |
0.001 |
|
Overlap |
10 |
3.4 |
24 |
0.001 |
||
|
Cross |
10 |
3.4 |
18 |
0.001 |
||
|
T-joint |
10 |
3.4 |
18 |
0.001 |
||