레이저 용접은 고에너지 레이저 펄스를 사용하여 소재를 작은 지역에서 국부적으로 가열하는 새로운 유형의 방법입니다. 레이저에 의해 방출된 에너지는 열전도를 통해 물질 내부로 확산되며, 이를 통해 물질이 녹아 특정 용융층을 형성합니다.
레이저 용접은 고에너지 레이저 펄스를 사용하여 물질을 국소적으로 작은 영역에서 가열하는 것입니다. 레이저가 방출하는 에너지는 열 전달을 통해 물질 내부로 확산되어 물질을 녹이고 특정 용융풀을 형성합니다. 이는 주로 얇은 벽체 재료와 정밀 부품의 용접을 목표로 하는 새로운 유형의 용접 방법으로 점용접, 단면용접, 중첩용접, 밀폐용접 등을 달성할 수 있습니다. 종횡비가 높고 용접폭이 좁으며 열영향구역이 작고 변형이 적고 용접 속도가 빠르며 용접선이 매끄럽고 아름답습니다. 용접 후 처리가 필요 없거나 간단한 처리만 필요하며 용접 품질이 높고 기공이 없으며 정밀 제어가 가능하고 초점 광점이 작고 위치 정확도가 높으며 자동화하기 쉽습니다.
|
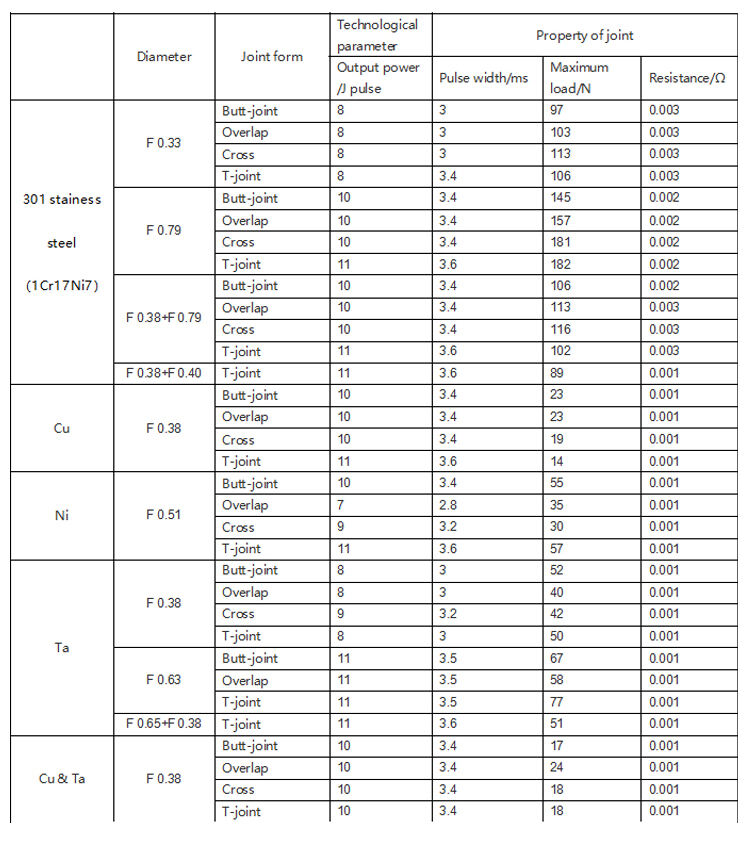
직경 |
공동 양식 |
기술적 매개변수 |
접합부의 특성 |
|||
|
출력 파워 /J 펄스 |
펄스 너비/ms |
최대 하중/N |
저항/Ω |
|||
|
301 스테인리스(1Cr17Ni7) |
Φ0.33 |
단면접합 |
8 |
3 |
97 |
0.003 |
|
중첩 |
8 |
3 |
103 |
0.003 |
||
|
교차 |
8 |
3 |
113 |
0.003 |
||
|
(t-joint) |
8 |
3.4 |
106 |
0.003 |
||
|
Φ0.79 |
단면접합 |
10 |
3.4 |
145 |
0.002 |
|
|
중첩 |
10 |
3.4 |
157 |
0.002 |
||
|
교차 |
10 |
3.4 |
181 |
0.002 |
||
|
(t-joint) |
11 |
3.6 |
182 |
0.002 |
||
|
Φ0.38+Φ0.79 |
단면접합 |
10 |
3.4 |
106 |
0.002 |
|
|
중첩 |
10 |
3.4 |
113 |
0.003 |
||
|
교차 |
10 |
3.4 |
116 |
0.003 |
||
|
(t-joint) |
11 |
3.6 |
102 |
0.003 |
||
|
Φ0.38+Φ0.40 |
(t-joint) |
11 |
3.6 |
89 |
0.001 |
|
|
Cu |
Φ0.38 |
단면접합 |
10 |
3.4 |
23 |
0.001 |
|
중첩 |
10 |
3.4 |
23 |
0.001 |
||
|
교차 |
10 |
3.4 |
19 |
0.001 |
||
|
(t-joint) |
11 |
3.6 |
14 |
0.001 |
||
|
니 |
Φ0.51 |
단면접합 |
10 |
3.4 |
55 |
0.001 |
|
중첩 |
7 |
2.8 |
35 |
0.001 |
||
|
교차 |
9 |
3.2 |
30 |
0.001 |
||
|
(t-joint) |
11 |
3.6 |
57 |
0.001 |
||
|
ta |
Φ0.38 |
단면접합 |
8 |
3 |
52 |
0.001 |
|
중첩 |
8 |
3 |
40 |
0.001 |
||
|
교차 |
9 |
3.2 |
42 |
0.001 |
||
|
(t-joint) |
8 |
3 |
50 |
0.001 |
||
|
Φ0.63 |
단면접합 |
11 |
3.5 |
67 |
0.001 |
|
|
중첩 |
11 |
3.5 |
58 |
0.001 |
||
|
(t-joint) |
11 |
3.5 |
77 |
0.001 |
||
|
Φ0.65+Φ0.38 |
(t-joint) |
11 |
3.6 |
51 |
0.001 |
|
|
구리 & 타이타늄 |
Φ0.38 |
단면접합 |
10 |
3.4 |
17 |
0.001 |
|
중첩 |
10 |
3.4 |
24 |
0.001 |
||
|
교차 |
10 |
3.4 |
18 |
0.001 |
||
|
(t-joint) |
10 |
3.4 |
18 |
0.001 |
||