レーザー溶接は,小さな領域で材料を局所的に熱するために高エネルギーレーザーパルスを使用する新しいタイプの方法です.レーザーによって放射されるエネルギーは,熱伝達を通じて材料の内部拡散に向けられ,材料を溶かし,特定の溶融池を形成します.
レーザー溶接は,小さな領域で材料を局所的に熱するために高エネルギーレーザーパルスを使用する.レーザーによって放射されるエネルギーは,熱の転送を通じて材料の内部拡散に導かれ,溶解され,特定の溶融池を形成する.これは主に薄壁材料と精密部品の溶接を目的とした新しいタイプの溶接方法で
|
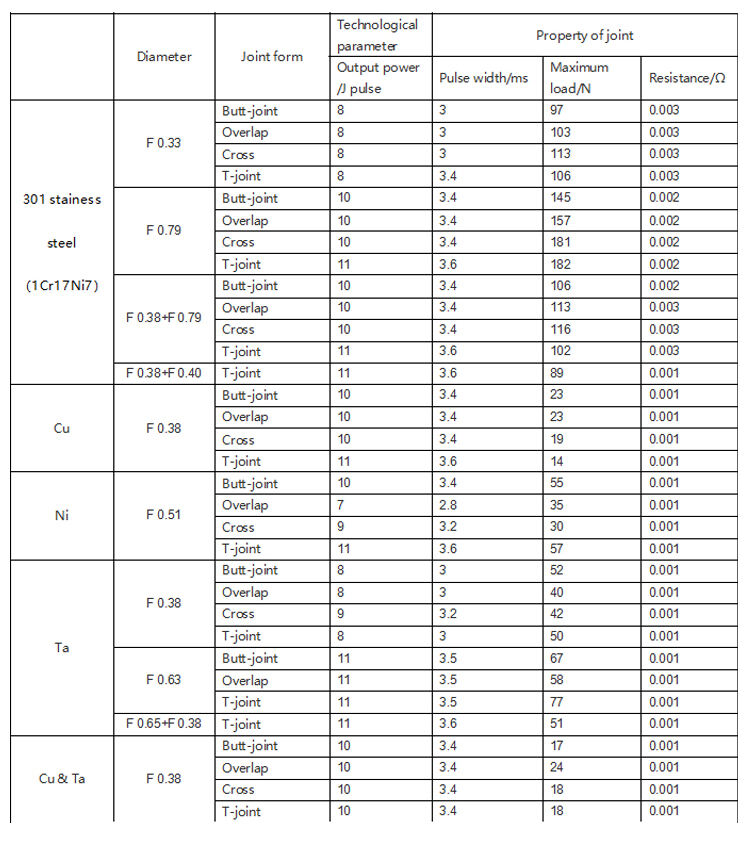
直径 |
共同形式 |
テクノロジーのパラメータ |
共同の性質 |
|||
|
輸出電源 /j パルス |
パルス幅/ms |
最大負荷/n |
抵抗/Ω |
|||
|
ステンレス鋼 (CR17ni7) |
Φ0.33 |
尻関節 |
8 |
3 |
97 |
0.003 |
|
重複する |
8 |
3 |
103 |
0.003 |
||
|
クロス |
8 |
3 |
113 |
0.003 |
||
|
(t) 接 |
8 |
3.4 |
106 |
0.003 |
||
|
Φ0.79 |
尻関節 |
10 |
3.4 |
145 |
0.002 |
|
|
重複する |
10 |
3.4 |
157 |
0.002 |
||
|
クロス |
10 |
3.4 |
181 |
0.002 |
||
|
(t) 接 |
11 |
3.6 |
182 |
0.002 |
||
|
Φ0.38+Φ0.79 |
尻関節 |
10 |
3.4 |
106 |
0.002 |
|
|
重複する |
10 |
3.4 |
113 |
0.003 |
||
|
クロス |
10 |
3.4 |
116 |
0.003 |
||
|
(t) 接 |
11 |
3.6 |
102 |
0.003 |
||
|
Φ0.38+Φ0.40 |
(t) 接 |
11 |
3.6 |
89 |
0.001 |
|
|
銅 |
Φ0.38 |
尻関節 |
10 |
3.4 |
23 |
0.001 |
|
重複する |
10 |
3.4 |
23 |
0.001 |
||
|
クロス |
10 |
3.4 |
19 |
0.001 |
||
|
(t) 接 |
11 |
3.6 |
14 |
0.001 |
||
|
ナイ |
Φ0.51 について |
尻関節 |
10 |
3.4 |
55 |
0.001 |
|
重複する |
7 |
2.8 |
35 |
0.001 |
||
|
クロス |
9 |
3.2 |
30 |
0.001 |
||
|
(t) 接 |
11 |
3.6 |
57 |
0.001 |
||
|
ta |
Φ0.38 |
尻関節 |
8 |
3 |
52 |
0.001 |
|
重複する |
8 |
3 |
40 |
0.001 |
||
|
クロス |
9 |
3.2 |
42 |
0.001 |
||
|
(t) 接 |
8 |
3 |
50 |
0.001 |
||
|
Φ0.63 |
尻関節 |
11 |
3.5 |
67 |
0.001 |
|
|
重複する |
11 |
3.5 |
58 |
0.001 |
||
|
(t) 接 |
11 |
3.5 |
77 |
0.001 |
||
|
Φ0.65+Φ0.38 |
(t) 接 |
11 |
3.6 |
51 |
0.001 |
|
|
カーネーション |
Φ0.38 |
尻関節 |
10 |
3.4 |
17 |
0.001 |
|
重複する |
10 |
3.4 |
24 |
0.001 |
||
|
クロス |
10 |
3.4 |
18 |
0.001 |
||
|
(t) 接 |
10 |
3.4 |
18 |
0.001 |
||